















- Stock: In Stock
- Model: SCJ009517
- SKU: SCJ009517
Ask a Question About This Product
- Description
1.5 kW Water Cooled CNC Spindle Motor 24000 rpm ER11
Brief
Description
1.5 kW water cooled CNC spindle motor, 24000 rpm speed, 0.56 Nm torque, 400Hz frequency, 3 phase 220V AC operating voltage, ER11 (φ3.175 mm - φ7 mm) collet.
Feature
- Spindle motor with superior durability ER11 collet ensures smooth running.
- Fast response, strong overload capacity, low noise and high mechanical precision.
- High quality 3 pcs bearings (7005Cx2 + 7002Cx1), runout off less than 0.01mm, tapered bore less than 0.005mm.
- P4 grade ceramic ball bearings used as spindle bearing, which improves the service life under high speed revolution.
- Lubricated with grease, which is resistant to 200 degrees high temperature.
- Tight sealing and two-layer dustproof design.
Application
This series water cooled electric spindle motors mainly match with variable frequency drives or engraving machines, CNC router machine, and used for high speed profiling, drilling, cutting, engraving and groove milling of wood, metal, plastics, foam, rubber and other materials.
Note: The spindle motor and VFD shall be suitable with each other. The specifications and parameter settings of the VFD shall match the nominal parameters of the spindle motor. Otherwise, it will burn the spindle motor if the settings are not correct.
Specification
| Model | STZ80-1.5-ER11 |
| Matched VFD Model | GK3000-2S0022 (3 hp single to three phase VFD) GK3000-4T0022G (3 hp three phase VFD) |
| Power | 1.5 kW |
| Diameter | φ80 mm |
| Phase | Three phase |
| Speed | 24000 rpm |
| Voltage | 3-phase 220V±10% AC |
| Current | 6A |
| Frequency | 400Hz |
| Torque | 0.56 Nm |
| Number of Pole | 2 poles |
| Cooling Type | Water-cooled |
| Installation Method | Horizontally or Vertically (When the motor is installed, the radial runout standard is required to be within 5um, and the chuck is generally 10um-15um.) |
| Lubrication | Grease |
| Thermal Class | Class F |
| Protection Class | IP50 |
| Certification | CE |
| Warranty | Bearings for half a year, other parts for one year |
| Joint of Nose | ER11 (φ3.175 mm - φ7 mm) |
| Bearings Type | 7005C P4*2 & 7002C P4*1 |
| Application | Woodworking & Plastic |
| Weight | 4 kg |
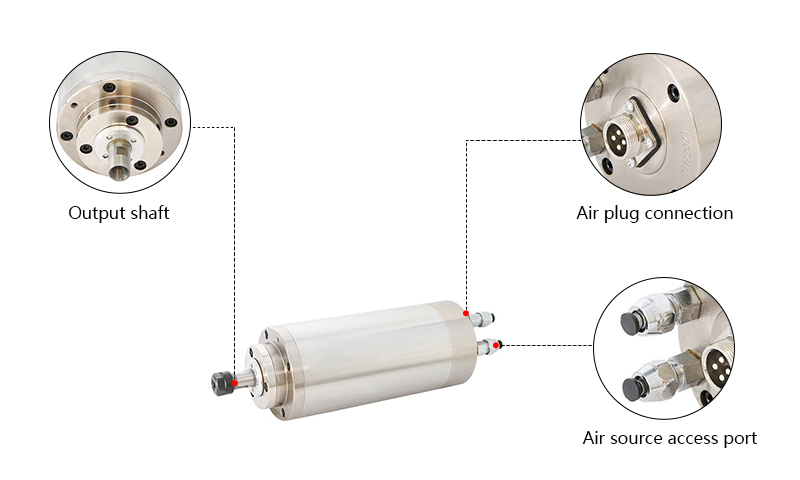
Details
Tips: Cooling Method of CNC Spindle Motor
Engraving machine spindle motor mainly has two ways of heat dissipation: water cooling and air cooling. When the spindle motor is working, high speed rotation will produce a lot of heat. If the heat is not dispersed in time, it will have a great impact on the service life of the spindle, and the spindle will be burned seriously. Normal heating is a normal phenomenon, if too much heat will affect the performance and life of the spindle motor.
In the process of operation, the engraving machine spindle will produce heat phenomenon, the main reason is bearing damage, lack of bearing grease or bearing is too tight. If it is caused by the bearing of the spindle fever, it is necessary to replace or clean the spindle bearing, or add appropriate amount of grease. When cleaning bearings, kerosene or gasoline is generally used for cleaning, first rough washing and then fine washing, and then evenly coated with high temperature resistant grease and then reassembled. If the bearing preload is too large to cause fever, first check the bearing before and after, adjust the gap between the gaskets. The bearing clearance is required to be between 0.08mm and 0.10mm without the external force of the locking nut, and then the nut can be re-locked.









