










Product Features:
- Hole diameter: 1/2", overall length is 1-7/32" (31mm)
- Material: high-grade 65Mn
- Clamping range: 15/32" - 1/2" (0.461" - 0.500")
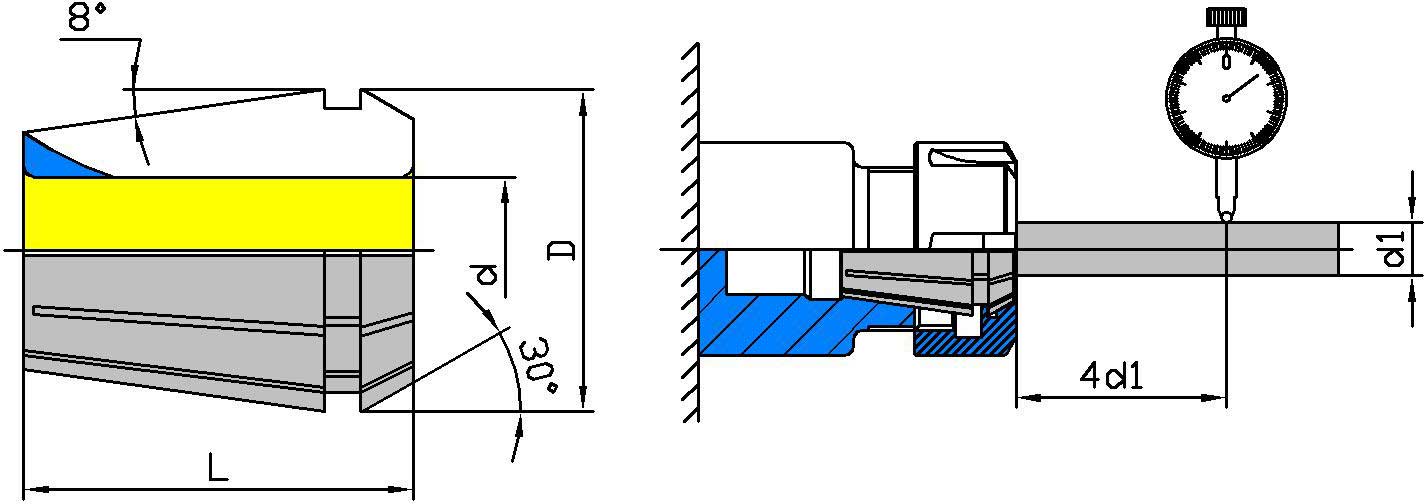
- Total runout less than .00031 on these precise ER20 collets
The following schematic diagrams and product pictures are only for reference.

Runout tolerance within 8 micron (0.00031") at 4×d position


Designed for use with cylindrical shank tools, not flats
The full length of the cutting tool should be placed in the collet
Made from 65Mn Alloy spring steel , vacuum annealing and hardened to HRC 42-45
This ER20 collet has a range of 15/32" - 1/2" (0.461" - 0.500")
Works in all ER20 collet chucks
Installation Instruction
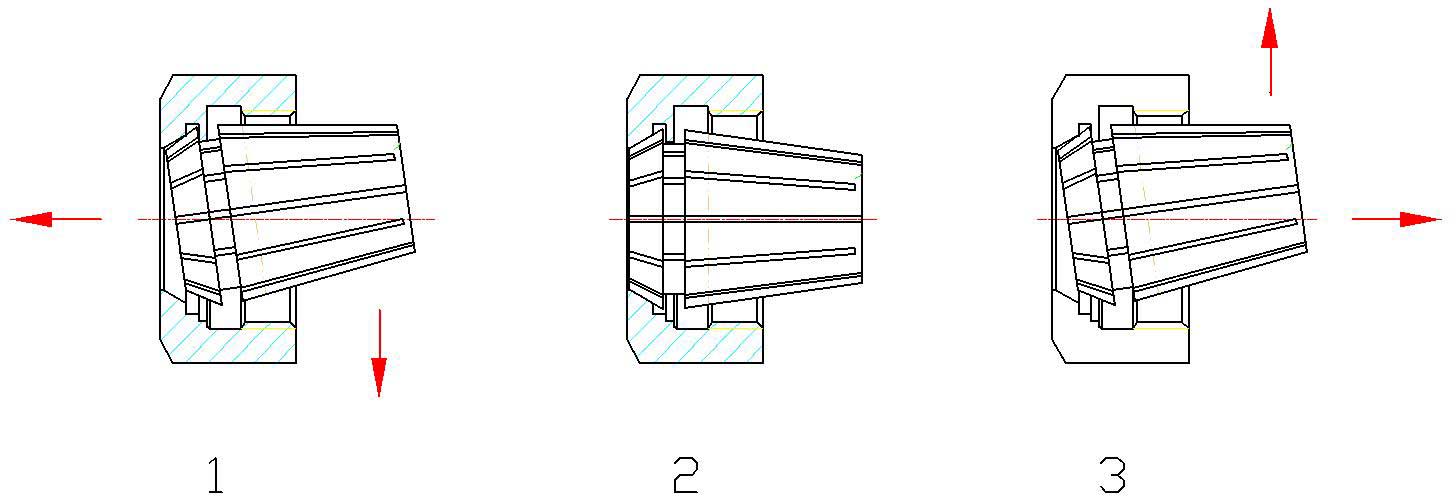
1. Put the collet into the nut and gently rotate the nut, then the eccentric part of the nut is in the grooves, and the package is pushed evenly
along the arrow, and it can be loaded into the nut
2. Install the collet and the nut on the shank or machine tool shaft together, wipe the tool cylinder handle into the clamping hole, and tighten
the nut evenly with the wrench, until the tool clamp can be used (Note: install tools before fasten the nut so as not to damage the collet)
3. When changing the tools, release the nut and collet with the wrench, unload the tools, push the collet along the arrow direction, make it
quit, and then change the other collet you needed
Leave a comment