- Stock: In Stock
- Model: SCJ005135
- SKU: SCJ005135
Ask a Question About This Product
- Description
1. ER16UM Collet Nut has an internal thread of M22 X 1.5 pitch
2. Outside diameter is 1.30" ( 32 mm )
3. ER16UM Collet Nut holds all ER16 collets
4. ER16-Wrench works on this collet nut
5. Balanced to 20000rpm at G2.5
6. Material: 20CrMnTi.
7. Made from alloy steel hardened to 50-53 HRC


High speed high accuracy high durability ER-UM Type nuts
High Precision Accessories ER collets
nut for ER type handle, the knife rod, extension rod nut. Selection of high
quality spring steel, has a higher flexibility and service life.The clamping
force, clamping range, high precision, used for boring, milling, drilling,
tapping, grinding and engraving processing. ER collets all through high
precision grinding, precision manufacturing line with the German DIN 6499
specifications.
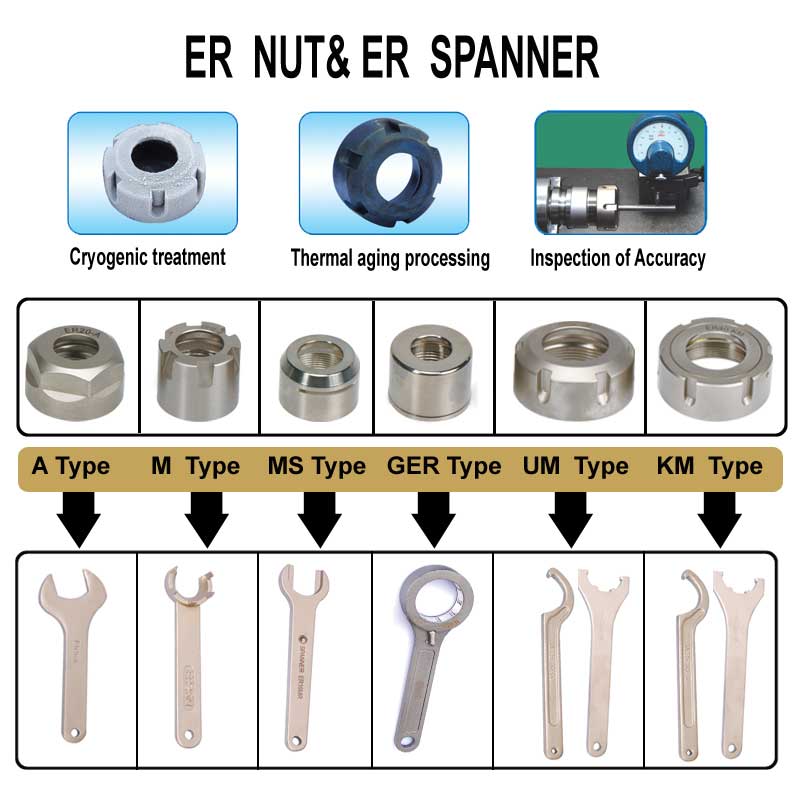
We also have many kinds of NUTS, such
as, A type, GER type, MS type, UM type, M type, KM type, NER type, and so on.
The size of ER-M Type is ER16UM, ER20UM, ER25UM, ER32UM, ER40UM, ER50UM.
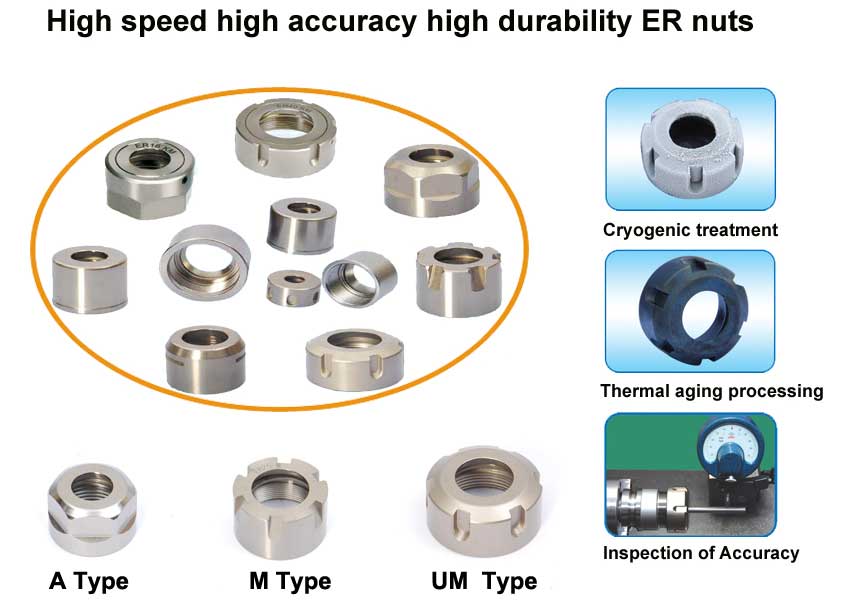
Comprehensive features of ER-UM nuts
1. Material: 20CrMnTi.
2. Made from alloy steel
hardened to 50-53 HRC
3. Heat treatment and thermal aging treatment have improved the
stability of accuracy and dimensions.
4. Thread and a slope of 30 degrees have once molding processed.
The tolerance class of thread use 4H, accuracy detected one by one.
5. Pre-balance is G2.5-20000RPM.
6. Surface
coating processing treatment, improve surface hardness and endurance, cleaness
better, antirust, accuracy more stable, surface more smooth, feel comfortable,
appearance nice.
How to install the collet nut?
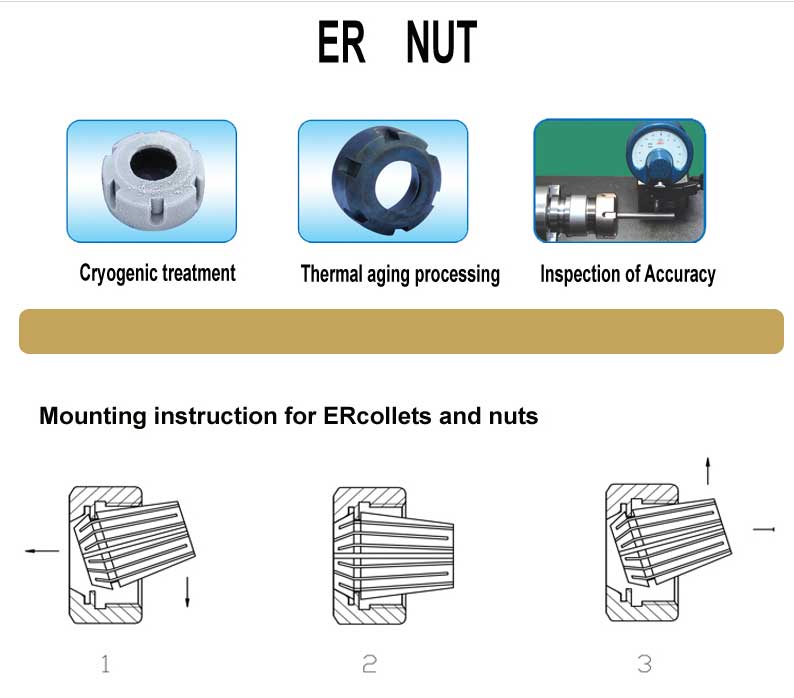
Operation is shown in the figure above
1. Put the collets into the nut, turn the collets slightly. Push
it into the nut at the offered direction evenly when the offset flange sinks
into the undercut of the collets.
2. Fix the nut and the collets on the spindle rotate the nut
until the collets is in pressing, Wipe the straight shank of cutter, and
insert it into the pilot hole. Tighten the nut with a wrench till the cutter is
clamped heavily (Caution: never tighten the nut without cutter in it for it
will break).
3. When changing the tool. Loosen the nut and it shall bring out
the collets and the cutter together. And then draw the cutter out push out
slightly the collets in the offered direction, it shall be ready for any change of
the cutter.
Features:
The special structure is for balance to make sure the status of
circular uniform distribution.
The collets chuck will not be loosened
during machining, and please assemble and disassemble the chuck as the marked
direction.